-
 Email: [email protected]
Email: [email protected]
-
 Phone: +86-18021988367
Phone: +86-18021988367
 English
English
Proizvod
Serija CKX - Prilagodljivi stroj za tokarenje i glodanje s dva vretena





- OPIS
- TEHNIČKI PARAMETRI
- KONTAKTIRAJTE NAS
TEHNIČKI PARAMETRI
 | Uvod u bazu |
| Glava vretena / vrijednost momenta | 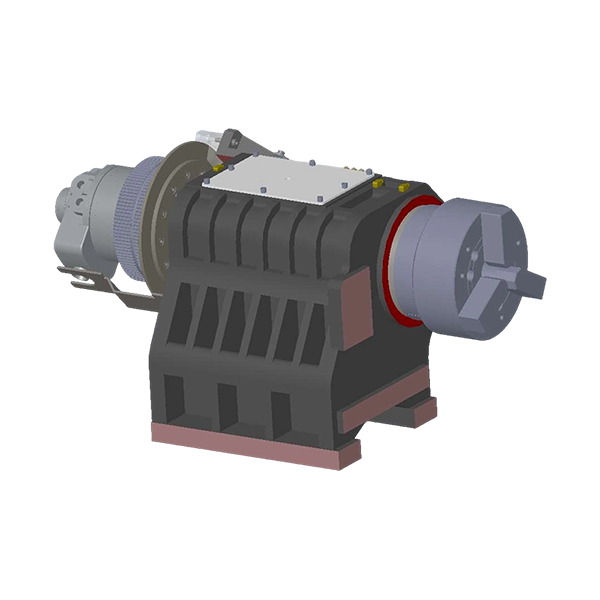 |
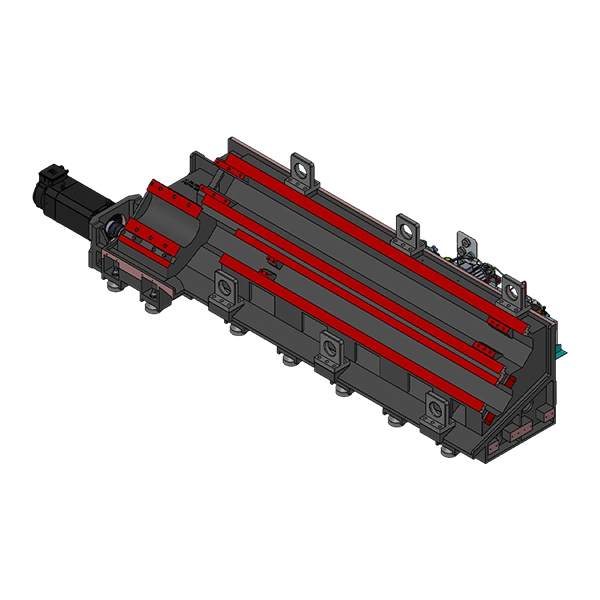
 | tužno dle · Y-os ima dvostruko ojačani raspored vodilica, što povećava efektivni raspon i pruža optimalnu krutost za rezanje. |
| Kompenzacija za Y-os · X-os ima konfiguraciju dvostruke tvrde tračnice, što povećava efektivni raspon i pruža optimalnu krutost za rezanje posmaka. |  |
 | Snaga kupola CKX750 |
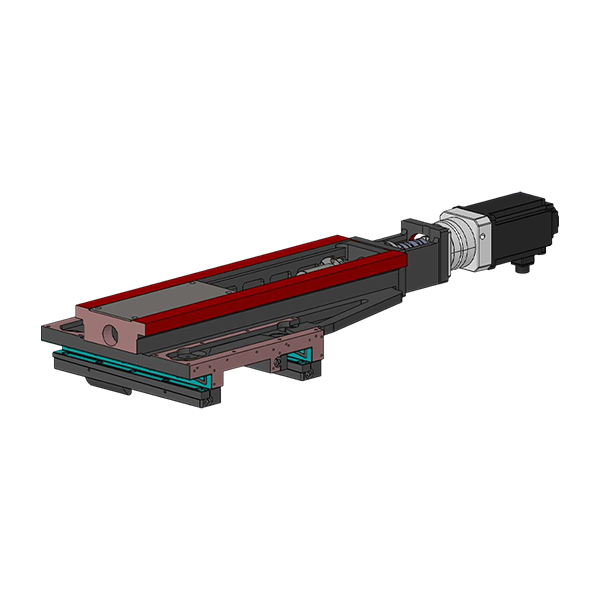
| Konjica W-os ima dvostruko ojačani raspored vodilica, što povećava efektivni raspon i osigurava optimalnu krutost posmaka. | 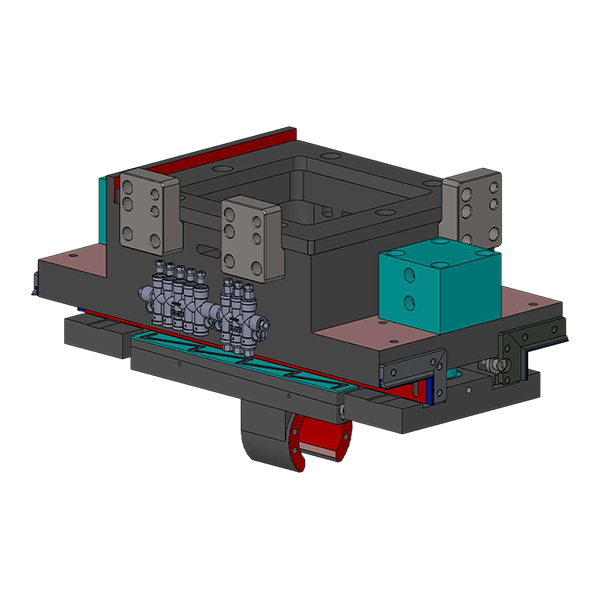 |
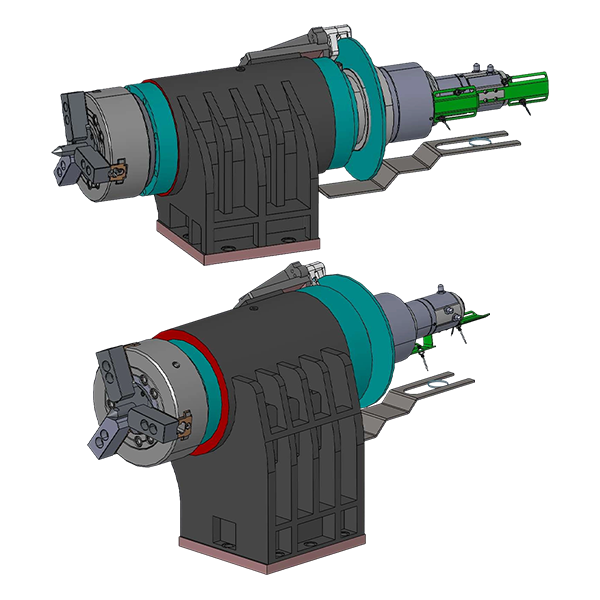 | Električno vreteno CKX750 |
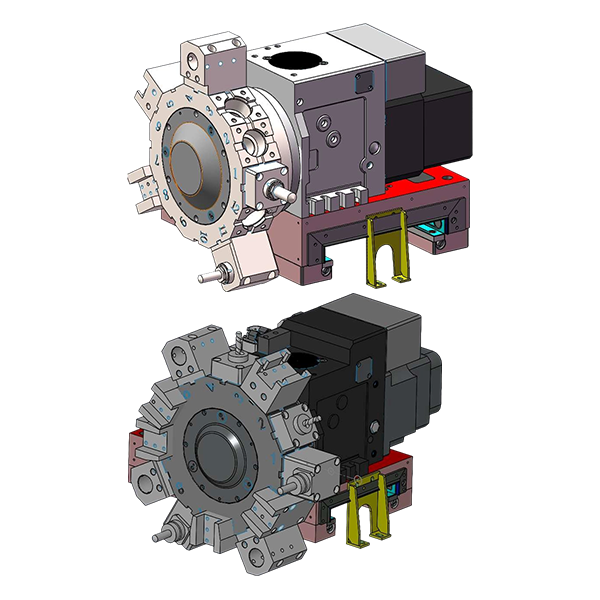
| Centar odmori se | 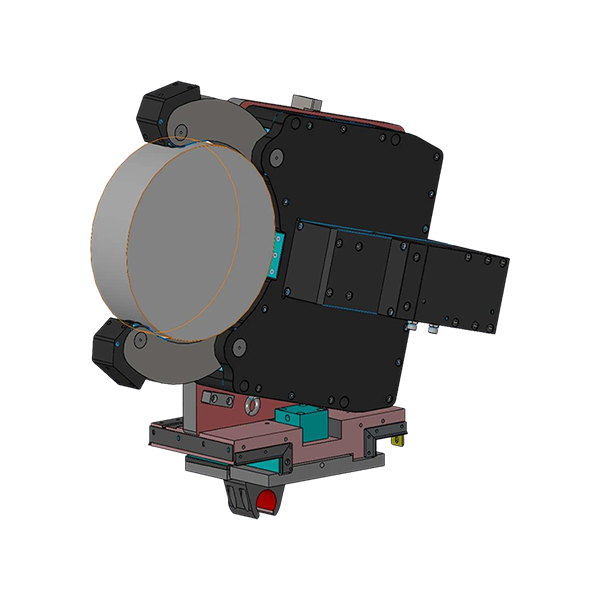 |


O NAMA
Isključivo posvećen usavršavanju tehnologije tokarenja i glodanja
, osnovan 2015., djeluje kao integrirano proizvodno i trgovačko poduzeće, baveći se svime, od istraživanja i razvoja i proizvodnje do prodaje i servisa. Opremljeni naprednim strojevima za obradu kao što su CNC portalni obradni centri, površinske brusilice i brusilice za vodilice, održavamo strogu kontrolu kvalitete tijekom cijelog proizvodnog procesa - od lijevanja i sastavljanja do prodaje gotovih strojeva i podrške nakon prodaje. Naši alatni strojevi nadaleko su poznati po svom inovativnom dizajnu, pouzdanoj izvedbi, visokoj preciznosti, izvrsnoj isplativosti i sveobuhvatnoj usluzi.
-
0
 Uspostavite In
Uspostavite In
-
0+
 Građevinsko područje
Građevinsko područje
-
0+
 Zaposlenici
Zaposlenici
-
0+
 Zemlja izvoza
Zemlja izvoza

POČASNA POTVRDA
CERTIFIKAT




Obratite pozornost na naše najnovije vijesti i izložbe
 Pogledaj sve vijesti
Pogledaj sve vijesti
Vijesti i uvidi
-
 Vijesti iz industrije
Vijesti iz industrije -
Vijesti iz industrije
-
Vijesti iz industrije
-
Vijesti iz industrije
ZNANJE O INDUSTRIJI
Kada je kompozit za struganje zapravo bolji od "tokarilice"
A učinkovita obrada tokarsko glodalo kompozitni alatni stroj pokazuje svoju prednost kada dio treba više pretvorbi referentnih točaka (tokarenje, glodanje, bušenje, narezivanje navoja, necentralne značajke, rupe pod kutom), a lanac tolerancije je čvrst. Ako premještate dio s jednog stroja na drugi, svako ponovno stezanje dodaje pogrešku, plus "skriveni trošak" vremena postavljanja i inspekcije u procesu.
- Dijelovi s koaksijalnim prizmatičnim značajkama: jedno stezanje bolje čuva koncentričnost i pravi položaj.
- Srednje serije s čestim izmjenama: manje učvršćenja i manje odmaka smanjuje vrijeme potrebno za rezanje.
- Dijelovi visoke vrijednosti: rizik od otpada se smanjuje kada se proces konsolidira i prati u jednom sustavu upravljanja.
U našoj vlastitoj liniji držimo istraživanje i razvoj te poboljšanje procesa usmjereno na jednu stvar—kompozitnu tehnologiju glodalice—tako da brzina ponavljanja ostaje visoka, a platforma postaje zreliji s nižim stopama neuspjeha tijekom vremena.
Datumska strategija: Kako zaštititi koncentričnost i pravi položaj
Na kompozitu za tokarsko glodanje, vaš najveći dobitak u točnosti često dolazi iz planiranja datuma, a ne jurnjave za specifikacijama na mikronskoj razini. Cilj je održavati funkcionalne površine vezane za stabilan skup podataka u svim operacijama.
Praktična pravila koja smanjuju slaganje tolerancije
- Prvo okrenite primarni promjer i lice za lociranje, a zatim izglodajte značajke koje se odnose na te površine.
- Upotrijebite sondiranje za "zatvaranje petlje" nakon grube obrade, prije završetka kritičnih uzoraka.
- Izbjegavajte ponovno stezanje osim ako je potrebno; ako je potrebno, ponovno uspostavite referentnu točku pomoću sonde u vretenu i namjenskih značajki za lociranje.
- Držite putanje alata u skladu s vašim GD&T: završno završite površine koje pokreću toleranciju kako biste minimizirali efekte deformacije.
Uobičajena pogreška kupaca je "kupovina specifikacija" uz ignoriranje discipline podataka. U stvarnoj proizvodnji, one-setup kontinuitet datuma obično je veća poluga.
B-os u odnosu na fiksno glodanje: što dobivate, što morate kontrolirati
Dodavanje B-osi (ili ekvivalentne mogućnosti glodanja s više osi) proširuje omotnicu značajki - površine pod kutom, složene rupe, glodanje slobodnog oblika - bez sekundarnih postavki. Kompromis je u tome što su kalibracija i procesna disciplina važniji.
| Sposobnost | Najbolje aplikacije | Ključna kontrolna točka |
|---|---|---|
| Glodanje pod fiksnim kutom | Utori, ravni, krugovi vijaka | Stabilnost pomaka od vretena do obratka |
| B-os / višeosno glodanje | Rupe pod kutom, impeleri, složena lica | Kalibracija rotacijske osi provjera sonde |
Ako su vaši dijelovi uglavnom 2,5D glodanje na tokarenom materijalu, možda vam neće trebati puna višeosna obrada. Ali ako to učinite, osigurajte da proizvođač ima provjerenu metodu kalibracije i podržava rutine provjere—ovo je mjesto gdje proizvođač usmjeren na istraživanje i razvoj može iskustvo vlasništva učiniti lakšim.
Kontrola strugotine: skrivena determinanta neprekidnog rada u kompozitnoj strojnoj obradi
Kompozitno rezanje glodalicom stvara mješovite vrste strugotine: duge strugotine od tokarenja, slomljene strugotine od glodanja i strugotine od bušenja. Evakuacija strugotine nije kozmetička - ona utječe na završnu obradu površine, vijek trajanja alata, alarme za opterećenje vretena, pa čak i na trošenje osi ako strugotine recirkuliraju.
Što ugraditi u proces
- Koristite geometrije lomača strugotine za tokarenje; nemojte "forsirati" lomljenje strugotine prekomjernim uvlačenjem ako to šteti završnoj obradi.
- Redoslijed operacija tako da teško tokarenje ne zatrpa delikatne značajke glodanja ispod strugotine.
- Visokotlačna rashladna tekućina najvrjednija je za duboko bušenje, odvajanje i gumene materijale.
- Pazite na nakupljanje strugotine oko podvretena/sekundarnog područja držanja; to je čest izvor neočekivanih zastoja.
Kada ocjenjujete strojeve, raspitajte se o dizajnu odvoda strugotine i mogućnostima servisiranja. U pravim trgovinama, stabilnost čipa često je jednaka stabilnosti proizvodnje .
Toplinsko ponašanje: Zašto se događa "jutro dobro, poslijepodne loše".
Kompozitni strojevi koncentriraju više izvora topline u jednom kućištu: glavno vreteno, vreteno za glodanje, servo motore, kuglične vijke i često drugo vreteno. Kako se temperatura mijenja, tako rastu i središnje točke alata i rast vretena—osobito vidljivo na dugim dijelovima ili dubokim provrtima.
Radnička taktika za stabilizaciju točnosti
- Zagrijte se koristeći reprezentativne brzine vretena i kretanje osi, a ne samo rad u praznom hodu.
- Završite kritične promjere/provrte nakon što stroj postigne stabilno toplinsko stanje.
- Koristite sondiranje za kompenzaciju: izmjerite referentnu značajku i ispravite pomake prije završnih prolaza.
- Ako je vaša tolerancija mala, standardizirajte temperaturu rashladne tekućine i držite vrata kućišta zatvorena tijekom završne obrade.
Praktični zaključak: ponovljivost dolazi od toplinske konzistencije više od jednokratnih provjera geometrije.
Upravljanje alatom: Kako spriječiti sudar i smanjiti vrijeme potrebno za nerezanje
Budući da sustavi alata za tokarenje i glodanje dijele istu radnu ovojnicu, upravljanje alatom je i poluga produktivnosti i sigurnosni zahtjev. Do sudara često dolazi zbog zanemarenih promjena duljine alata, loše postavljenih odstupanja obrade ili miješanih koordinatnih konvencija između ciklusa tokarenja i glodanja.
Kontrole procesa vrijedne standardizacije
- Održavati a učinkovita obrada tokarsko glodalo kompozitni alatni stroj knjižnica s provjerenim mjernim duljinama i granicama izbočenja; zaključaj uređivanja iza dopuštenja.
- Koristite mjerenje alata za prednamještanje unutar stroja gdje je to moguće kako biste rano uhvatili odstupanje odstupanja.
- Standardizirati sigurne ravnine za operacije tokarenja i glodanja; izbjegavajte "prilagođene sigurne ravnine" po programeru.
- Predstavite protokol rada na suho za nove programe: smanjeni posmak, pojedinačni blok i fokus provjere kolizije u blizini stezne glave/čeljusti.
To je i razlog zašto rezervne dijelove i tehničku podršku držimo posvećene jednoj vrsti stroja: brz odgovor ima najviše smisla kada pokušavate zaštititi vrijeme neprekidnog rada.
Izbori držača koji čine ili kvare kompozitnu strojnu obradu
U kompozitnom radu za okretno glodanje, stezna glava i čeljusti čine više od držanja—oni definiraju referentnu točku, utječu na okruglost i određuju jesu li operacije prijenosa stabilne. Pretjerano stezanje može deformirati dijelove tankih stijenki; nedovoljno stezanje uzrokuje mikroklizanje koje uništava završnu obradu površine i točnost položaja.
Uobičajeni scenariji i najbolje prakse
- Tanke cijevi/prstenovi: koristite mekane čeljusti izbušene istom silom stezanja koja se koristi u proizvodnji; dovršite kritične ID-ove nakon što se stres stabilizira.
- Duga osovina: koristite stražnji dio/oslonac ili stabilna rješenja; dajte prednost kontroli vibracija prije povećanja brzine.
- Prijenos na pod-vreteno: dodajte značajku lociranja (pilot/rame) tako da drugi zahvat upućuje na poznatu površinu.
- Glodanje s visokim zakretnim momentom na tokarenom materijalu: provjerite nazubljenost čeljusti i obrazac kontakta; loš kontakt je tihi izvor brbljanja.
Ako želite brzu procjenu: prvo poboljšajte radno držanje, a zatim podesite parametre - promjene radnog držanja mogu dati rezultate trenutačno poboljšanje prinosa .
specijalizirao se za
usluge istraživanja i razvoja, proizvodnje i prodaje unutar alatnog stroja
industrija. Prilagođeni CNC stroj za tokarenje i glodanje i Tvornica kompozitnih centara za CNC tokarenje i glodanje.
Iskusno osoblje i stručnjaci uvijek su vam na raspolaganju
stručno vodstvo i rješavanje tehničkih problema.
Proizvod
Zašto baš mi
Redakcija
Brze veze
Autorska prava © Xuancheng Huzheng Machinery Trading Co., Ltd. Rights Reserved.

